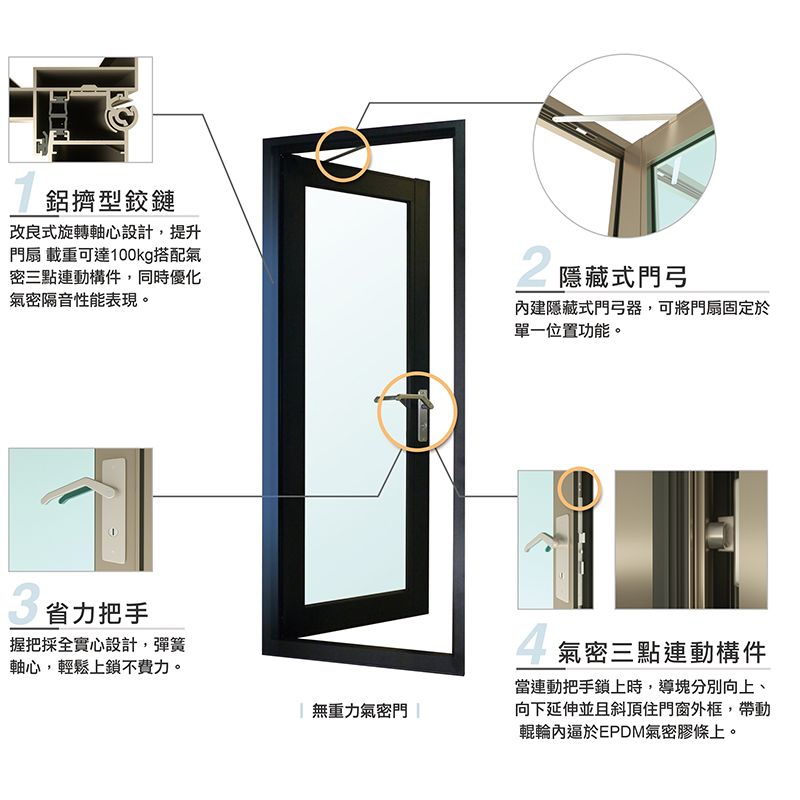
無重力氣密門 WIN-518G
商品圖像





首頁 > > 無重力氣密門 WIN-518G
| 風壓 | |
| 280kgf/m2 | 950×2100 |
| 360kgf/m2 | 900×2100 |
| 窗型 |  |
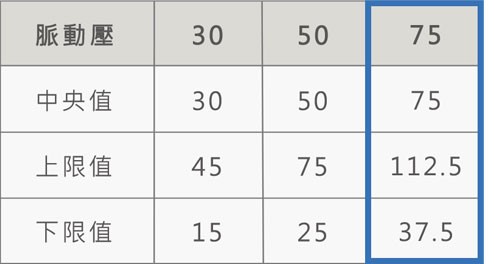
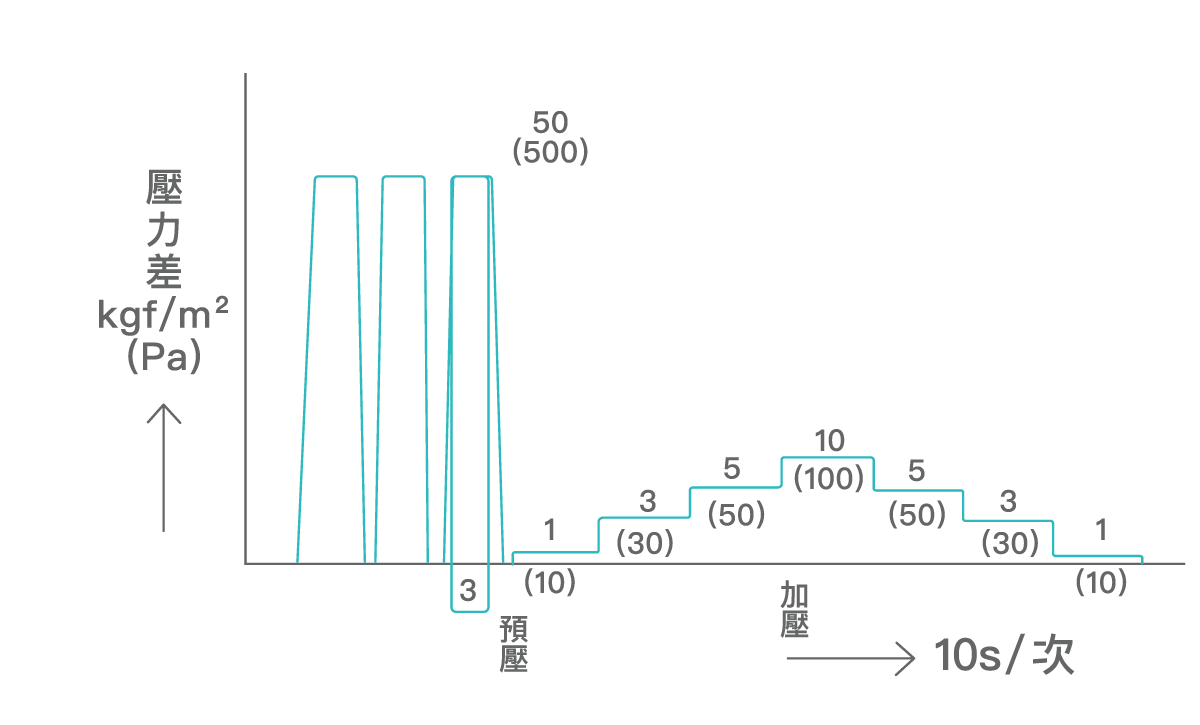
水密性試驗模擬暴風雨的情境,CNS11528測試方法如下圖所示,以測試值(0.5倍至1.5倍的脈動壓)並以每分鐘4L/m2之水量均勻噴霧在窗戶上持續10分鐘,檢驗測試窗戶在壓力下有無滲漏水情形。

預壓:測試前,先施加壓力差為上限值之壓力施加壓力;上限值為中心值之1.5倍,下限值為中心值之0.5倍之脈動壓。噴水霧量為對試體全面以每分鐘4L/m2之水量均勻噴霧之持續10分鐘。試驗完成以目視觀察試體之漏水狀況。判定標準測試過程不可以出現以下漏水情形:窗樘外之流出、濺水、吹出與溢水。
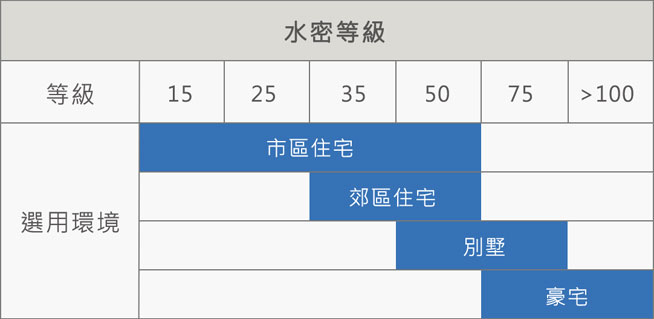
如窗戶經判定合格則以該壓力為其水密等級,將窗戶的水密性區分為五級:
水密等級之選擇可參考右表使用:
氣密性測試最主要是測試窗戶與窗框連接部分,在壓力下進氣量的狀況。根據CNS11527對一平方公尺的測試窗戶施加1kgf/m2、3kgf/m2、5kgf/m2、10kgf/m2等四種壓力,再收集一小時內其洩漏的空氣量以判別該窗之氣密等級。

將窗戶的氣密性區分為四級(120等級、30等級、8等級、2等級)。氣密的等級數愈小,氣密度愈好。其建議選用環境如右表:
.jpg)
| 抗風壓等級kgf/m2 | 颱風強度 | 風級(小院製作) | 風速(m/s) | 風壓kgf/m2 |
| 80 | 輕度颱風 | 10級 | 24.5-28.4 | 57-97 |
| 120 | 輕度颱風 | 11級 | 28.4-32.6 | 97-128 |
| 160 | 中度颱風 | 12級 | 32.7-36.9 | 128-164 |
| 200 | 中度颱風 | 13級 | 37.0-41.4 | 164-206 |
| 240 | 中度颱風 | 14級 | 41.5-46.1 | 206-256 |
| 280 | 中度颱風 | 15級 | 46.2-50.9 | 256-312 |
| 360 | 強烈颱風 | 16級 | 51.0-56.0 | 312-377 |
1隔音窗之界定(詳附表)
.jpg)
2鋁窗之隔音性能,大致以氣密性和玻璃厚度為隔音性能之重要因素,依鋁窗氣密性高低可影響其隔音性好壞,經試驗結果鋁窗氣密性能在2m3/m2hr以下,與玻璃聲音透損失值大致相同,此時依質量規則,玻璃厚度增加其隔音性相對變好,若氣密差之鋁窗即使增加玻璃厚度,亦無法提高其隔音性,因空氣透過鋁窗不緊密空隙,將聲音傳入室內。
3隔音窗採複層玻璃可更提高隔音性是錯誤觀念,經試驗結果,複層玻璃之中間空氣層在某些周波數,會產生共鳴效果,將聲音傳入室內,故其效果反而比單層玻璃差。
隔音測試即為測試門窗可以有效阻隔多少分貝(db)的噪音,如下圖隔音為30db為例。

CNS8466測試方法如下圖所示,將要測試的門窗安裝在音源室與受音室中間,測量125Hz~4000Hz的1/3八度音域(16周波數音頻)中心周波數,並音源室的音壓級減掉通過試體後,受音室的音壓級,再補正受音室的吸音力後,所得出聲音透過損失之數值。
.jpg)
可依據自己環境需求,挑選適合自己的隔音等級。
.jpg)
程 序:前處理、除油、水洗、皮膜處理後1.5至2μm以上,包裝上架,入庫待發。
上料→前處理→預脫脂→主脫脂→水洗→水洗→化成皮膜→化成皮膜→水洗→水洗→烘乾→下料
掛料→進行粉體塗裝(A、B固定式粉房,C活動式粉房)→隧道式烤爐→下料及自主檢察→包裝上架→入庫待發

鋁材經陽極處理後,與粉體塗裝相比,多了一份金屬質感,表面硬度佳。

陽極艷消烤漆在日本建材市場已使用長達30餘年,而屹立不搖,其耐候性皆比傳統亮光漆、封孔更為優異,產品外觀更顯高級、優雅,表面也不易受外界環境影響而劣化。(劣化因素:酸、鹼、紫外線、鹽害等)。
性 能:氟碳烤漆有絕佳耐化學及物理性,且符合或超過美國鋁建材製造協會AAMA2605之規範。
程 序:氟碳烤漆在塗裝之前先經過九道操作之處理,產生化成皮膜*(Alodine Film)。
其程序為:脫脂→水洗→水洗→酸洗→水洗→化成處理→水洗→水洗→烘乾。
二塗一烤(2 COATING 1BAKE)
前處理→噴底漆→靜置→噴面漆→靜置→烘烤→冷卻。
三塗二烤(3 COATING 2BAKE,大多為金屬感色系)
前處理→噴底漆→靜置→噴面漆→靜置→烘烤→噴透明漆→靜置→烘烤→冷卻。
化成皮膜:依據ASTM D 1730-67 TYPE B METHOD5 或 METHOD7施工,皮膜重量依據ASTM B-449-67,CLASS 1之規定。
外露表面:正常可目視之表面,這些表面在組合後,對於外觀或效用有影響,其表面若汙染或腐蝕,會有礙其外觀。
.jpg)



